10L Glass Gas Scrubber System for Laboratory Tail Gas Treatment and Chemical Absorption
Jun 11, 2026
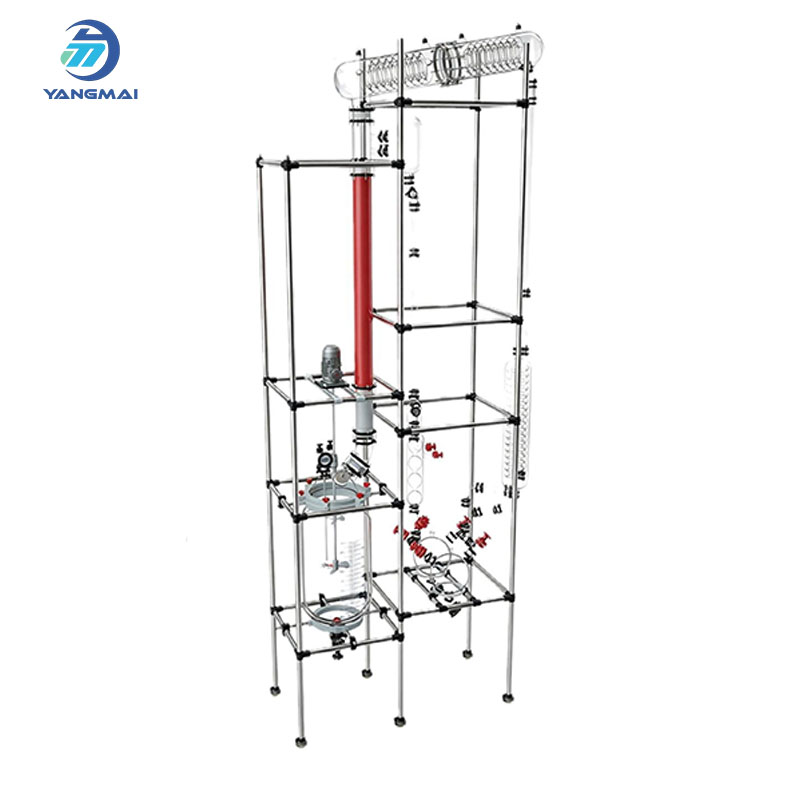
What is a 10L Glass Gas Scrubber?
A 10L glass gas scrubber system is a laboratory-scale tail gas absorption device designed to remove or neutralize harmful chemical vapors generated during reactions, distillation, or solvent evaporation.
It is widely used in chemical laboratories, pharmaceutical R&D, fine chemical synthesis, and university research where acid gases or organic solvent vapors must be safely treated before release.
The system typically uses a borosilicate glass reactor vessel (10L capacity) combined with absorption solutions to neutralize gases such as HCl, SO₂, NH₃, or organic solvent vapors.
Key Features of 10L Glass Gas Scrubber System
1. High Chemical Resistance
Made of GG17 / 3.3 high borosilicate glass, the system offers excellent resistance against:
Acids (HCl, H₂SO₄, HNO₃);
Alkalis (NaOH, NH₃);
Organic solvents (DMF, DCM, acetone, ethanol);
2. Efficient Gas Absorption Design
The system ensures high absorption efficiency through:
Gas dispersion into liquid phase;
Bubble column contact structure;
Adjustable flow rate control;
3. Safe Closed Operation
Fully sealed glass system;
Compatible with vacuum or slight negative pressure;
Prevents toxic gas leakage;
4. Modular Laboratory Design
10L standard glass reactor body;
Optional condenser connection;
Flexible inlet/outlet configuration;
Easy integration with reactors or vacuum systems;
5. Transparent Process Monitoring
Glass structure allows real-time observation of:
Gas-liquid reaction behavior;
Foam formation;
Absorption efficiency;
Applications of 10L Gas Scrubber System
The 10L tail gas absorption system is widely used in:
Acid gas neutralization (HCl, SO₂, NOx);
Organic solvent vapor capture (DCM, acetone, methanol);
Pharmaceutical synthesis off-gas treatment;
Peptide synthesis and TFA vapor absorption;
Chemical reactor exhaust purification;
Laboratory safety ventilation systems;
Technical Specifications (Typical Configuration)
Working volume: 10 Liters;
Material: Borosilicate glass (GG17 / 3.3);
Operating temperature: -80°C to 200°C (system dependent);
Pressure: Atmospheric or slight vacuum operation;
Sealing: PTFE / PFA chemical-resistant seals;
Optional: Gas flow meter, pH monitoring port, temperature probe;
Why Choose Glass Gas Scrubber Instead of Stainless Steel?
Compared with stainless steel scrubbers, glass systems offer:
Superior corrosion resistance to strong acids and fluorinated compounds (TFA)
Better visual process control
No metal ion contamination risk
Ideal for R&D and pharmaceutical synthesis
Especially in peptide synthesis and fine chemical production, glass scrubbers are preferred due to compatibility with TFA, DMF, and DCM vapors.